


Сварочный электрод ZELLER L61
 Сварочный электрод ZELLER L61
Сварочный электрод ZELLER L61- Описание
- Характеристики
ZELLER L61 высокопроизводительный электрод, для наплавки высококачественного износостойкого слоя
устойчивого к коррозии на детали подвергающиеся сильному абразивному износу и умеренным ударным
нагрузкам.
Область применения:
ZELLER L61 высокопроизводительный электрод с рутиловым покрытием предназначен, для наплавки высококачественного износостойкого слоя устойчивого к коррозии на детали из стали, стального литья, марганцовистой стали, подвергающиеся сильному абразивному износу и умеренным ударным нагрузкам.
Электрод ZELLER L61 идеально подходит для ремонта и восстановления корпусов насосов, лопастей и рычагов мешалок, бетононасосов, шнековых транспортеров, дробильных и распылительных установок, зубьев коронок, направляющих коксовых печей, а также для восстановления оборудования горнорудной и угольной промышленности.
Сварочные характеристики:
ZELLER L61 имеет отличные сварочно-технологические характеристики: лёгкий поджиг, мягкое горение дуги, высокий переход металла в шов 160%, гладкий мелкочешуйчатый шов не требующий последующей обработки, самоотделяющийся шлак. Твердость наплавленного металла 59 HRC.
Механические свойства:
| Твердость, HRC | Твердость, HV | Метал шва |
|---|---|---|
| ~ 59 | ~680 | Fe-Cr-С |
Род и полярность тока:
| AC; DC |
 |
Положения сварки согласно EN 26947 :
| PA | PB |
 |
 |
Рекомендуемые параметры тока, фасовка, производительность:
| Ø (мм) | L (мм) | Сила тока, А | Фасовка, кг | Электродов в 1 пачке | Электродов в 1 кг |
|---|---|---|---|---|---|
| 2,5 | 350 | 70 — 120 | 5 | 159 | 31,8 |
| 3,2 | 350 | 90 — 150 | 5 | 94 | 18,8 |
| 4 | 450 | 120 — 200 | 6 | 58 | 9,7 |
| 5 | 450 | 150 — 250 | 6 | 37 | 6,2 |
| 6 | 450 | 180 — 280 | 6 | 26 | 4,3 |
Примеры использования сварочного материала:
Шарошки проходческих щитов 
Зубья ковшей 
Адаптер зуба ковша 
Зубья для вскрытия грунта 
Молотки дробильные 
Шнековые конвееры 
Шнекозубая дробилка 
Волковая дробилка 
Ударные пластины 
Лезвия скребов и ковшей 
Наплавка бронеплит 
Вентилятор для горячего воздуха 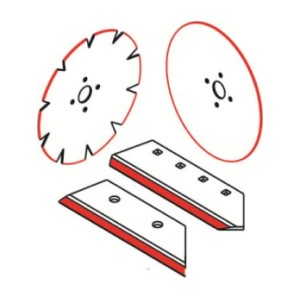
Лопатки лемехов 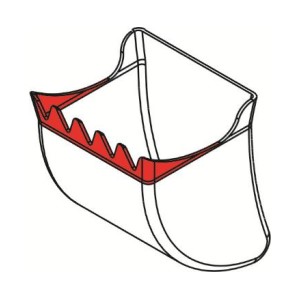
Ковши землечерпалок 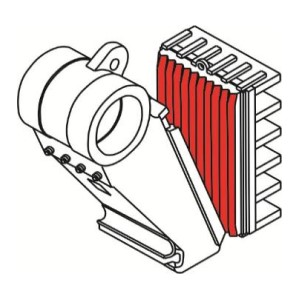
Щёковая дробилка
Технология сварки:
1) Прежде чем осуществлять наплавку электродом ZELLER L61, следует удалить упрочненный материал основы и ранее наплавленный металл, во избежании последующего охрупчивания и растрескивания после наплавки.
2) Рекомендуется просушить электроды пред сваркой в печи при 340-360°С продолжительностью 1час.
3) Если необходимо, предварительно разогрейте деталь согласно рекомендациям, температуру подогрева контролируйте, высокопрочные стали: 250-350 ºC.
4) Наплавляемое изделие из марганцовистой стали рекомендуется максимально жестко закрепить к ровной поверхности и поместить деталь на 2/3 толщины в холодную воду, во избежании термоусадочных напряжений и поводок металла.
5) Массивные и длинномерные детали из марганцовистых сталей рекомендуется «разбить на сектора», попеременно осуществлять наплавку каждого сектора, распределяя тем самым температурное вложение и обеспечивая промежуточное охлаждение на протяжении всего процесса наплавки.
6) Наплавку осуществлять короткой дугой, небольшими проходами, держа электрод максимально вертикально.
7) Температура детали при наплавке не должна превышать 150°С.
Важно: Для деталей с тенденцией к растрескиванию, рекомендуется наложение промежуточного (буферного) слоя материалом ZELLER 663. При многослойной наплавке использовать, через каждые 3-4 слоя, более мягкий материал ZELLER 750Мп.
| Форма | Электрод |
|---|---|
| Назначение | Наплавка |
| Вид износа | Абразивный |
| Твердость по Роквеллу (HRC) | 59 HRC |
| Твердость по Виккерсу (HV) | 680 HV |



