


Сварочный электрод ZELLER 655
 Сварочный электрод ZELLER 655
Сварочный электрод ZELLER 655- Описание
- Характеристики
Универсальный ремонтный электрод ZELLER 655 с исключительными сварочными характеристиками. Для сварки и наплавки трудносвариваемых, высокопрочных, разнородных сталей.
Область применения:
Электрод ZELLER 655 предназначен для сварки и наплавки инструментальной, штамповой, быстрорежущей, пружинно-рессорной, марганцовистой, высокоуглеродистой, высокопрочной стали. Так же трудносвариваемых и неизвестных по химическому составу сталей. Применяется в качестве буферного слоя перед наплавкой твёрдого сплава. Благодаря высокому пределу прочности, хорошей устойчивости к коррозии, фрикционному износу ZELLER 655 применяется при ремонте и восстановлении деталей машин и механизмов, таких как приводы, кулачки, валы, зубья шестерни, горячие штамповочные пластины и литейные формы.
Свариваемые стали:
Сварки и наплавки инструментальной, штамповой, быстрорежущей, пружинно-рессорной, марганцовистой, высокоуглеродистой, высокопрочной, трудносвариваемых и неизвестных по химическому составу сталей.
Сварочные характеристики:
ZELLER 655 обладает уникальными сварочно-технологическими характеристиками. Стабильная дуга без брызг, лёгкое шлакоотделение. Сварочный шов нержавеющий, устойчив к крипу. Специально разработанный химический состав наплавленного металла, с идеальным соотношением легирующих элементов, обеспечивает высокую стойкость к образованию трещин и низкий коэффициент поводок металла. ZELLER 655 по прочностным характеристикам не имеет аналогов в мире (880-1280 Н/мм2). Обладает способностью к холодной закалке.
Механические свойства:
| Предел текучести, Rp МПа | Предел прочности, Rm МПа | Относительное удлинение, А5 % | Твердость, HB | Твердость после упрочнения, HB | Ударная вязкость, J | Метал шва | max рабочая температура, °С |
|---|---|---|---|---|---|---|---|
| 580 | 800 | 20 | 200 | 360 | 30 при 20°С | Fe-Cr-Ni | 300 |
Род и полярность тока:
| AC; DC |
 |
Положения сварки согласно EN 26947 :
| PA | PB | PC | PD | PE | PF |
 |
 |
 |
 |
 |
 |
Рекомендуемые параметры тока, фасовка, производительность:
| Ø x L (мм) | Сила тока, A | Фасовка, кг | Электродов в 1 пачке | Электродов в 1 кг |
|---|---|---|---|---|
| 1,6 x 250 | 55-60 | 3,5 | 577 | 164,86 |
| 2,0 x 300 | 80-90 | 4,0 | 343 | 85,75 |
| 2,5 x 300 | 55-60 | 4,0 | 218 | 54,5 |
| 3,2 x 350 | 80-90 | 5,0 | 142 | 28,4 |
| 4,0 x 350 | 100-120 | 5,0 | 92 | 18,4 |
Примеры использования сварочного материала:
Ремонт колёсных пар 
Наплавка и сварка валов 
Корпусные детали 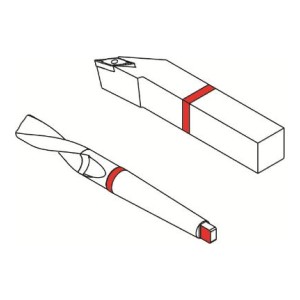
Инструментальные стали 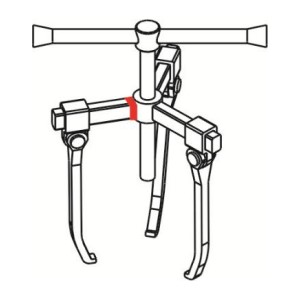
Ремонт приспособлений 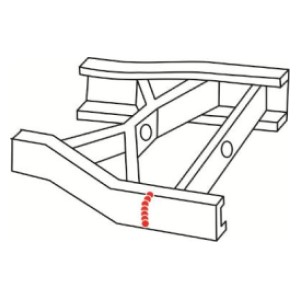
Ремонт рамы 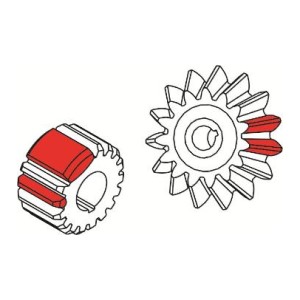
Ремонт шестерен 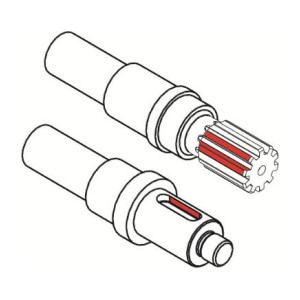
Шлицы и шпоночные пазы 
Сварка разнородных сталей 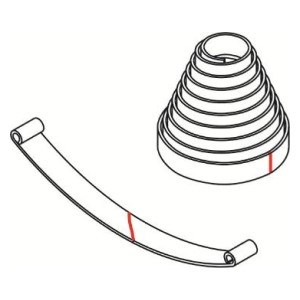
Рессорно-пружинные стали 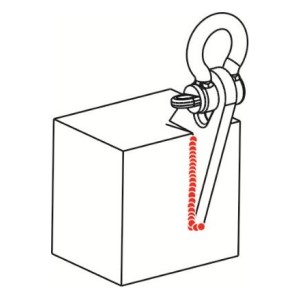
Ремонт трещин 
Сварка нержавеющей и черной стали 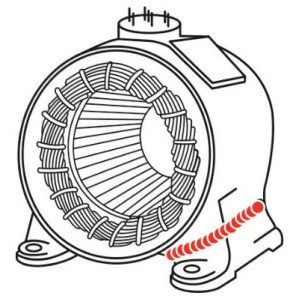
Вибронагруженные детали 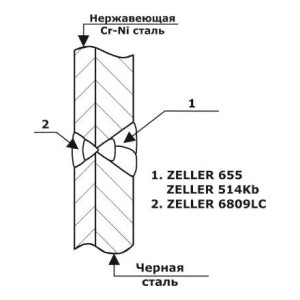
Сварка многослойных сталей 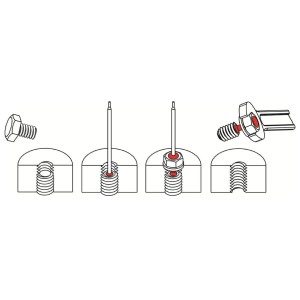
Извлечение обломанных болтов и шпилек
Технология сварки:
1. В случае длительного хранения электродов в холодном и влажном помещении рекомендуется просушить их в течении 1 ч при температуре 350°С
2. Тщательно очистить зону сварки от ржавчины, масел, краски и прочих материалов способных вызвать загрязнение шва.
3. При необходимости произвести V, X или U-образную разделку кромок с углом раскрытия 60 — 80°.
4. Сварку производить короткой дугой без колебаний. Электрод держать вертикально, швы накладываются с перекрытием на 1/3 предыдущего.
5. При сварке массивных высокоуглеродистых сталей требуется подогрев до 200- 250°C
| Форма | Электрод |
|---|---|
| Назначение | Сварка |
| Тип свариваемого материала | Трудно свариваемые, неизвестные, разнородные стали |
| Температурный режим | 20, 300 |
| Твердость по Бринеллю (HB) | 200 HB |



