


Сварочный электрод ZELLER E308L-16
 Сварочный электрод ZELLER E308L-16
Сварочный электрод ZELLER E308L-16- Описание
- Характеристики
Электрод с рутиловым покрытием и очень низким содержанием углерода, устойчив к межкристаллической коррозии, предназначен для сварки нержавеющих сталей типа 304, 308, 321, 347.
Стандарты:
| Material-No. | 1.4316 | EN ISO 3581 — A | E 19 9 LR 12 |
| AWS А5.4 | E308L-16 | TS EN ISO 3581 — A | E 19 9 LR 12 |
| ГОСТ | Э-07Х20Н9 |
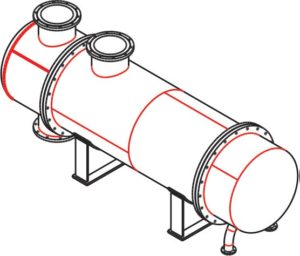
Применяется для сварки баков и цистерн из нержавеющей стали, клапанов и задвижек, труб и футеровок в химической, пищевой, фармацевтической , а также в ядерной промышленности. Полируется до зеркального блеска. Особенно рекомендуется для сварки труб и пластин с толщиной стенки от 1-3 мм.
Используется для рабочих температур до +400°C, но не более +800°C. Обеспечивает высокую устойчивость к пористости металла сварного шва.
Легкое зажигание дуги и повторный поджиг, сварка во всех пространственных положениях, почти без брызг, ровный шов, самоотделяющийся шлак. Одинаково хорошо использовать как с переменным, так и с постоянным током.
Для сварки сталей и сплавов:
| X5CrNi18-10 | 1.4301 | 304 | 12Х18Н9 |
| X4CrNi18-12 | 1.4303 | 308 | 06Х18Н11 |
| X2CrNi19-11 | 1.4306 | 304L | 03Х18Н11 |
| GX5 Cr Ni 19 10 | 1.4308 | CF-8 | 07Х18Н9Л |
| X2CrNiN 18-10 | 1.4311 | 304LN | |
| X6CrNiTi18-10 | 1.4541 | 321 | 12Х18Н10Т, 08Х18Н10Т |
| X6CrNiNb18-10 | 1.4550, -43, -61 | 347, 347H | 08Х18Н12Б |
| GX5CrNiNb 19-11 | 1.4552 | 10Х18Н11БЛ | |
| X10 Cr13 | 1.4006 | 410 | 12Х13 |
| X8 Cr17 | 1.4016 | 430 | 12Х17, 08Х17 |
| X20 Cr13 | 1.4021 | 420 | 20Х13 |
Химический состав наплавленного металла:
c -60ºС до 350ºC
Свариваемые материалы и сплавы:
| С | Si | Mn | Cr | Ni | Fe |
|---|---|---|---|---|---|
| <0,03 | 0,8 | 0,7 | 19 | 10 | BAL |
Механические свойства наплавленного металла в %
| Предел текучести, МПа | Предел прочности, МПа | Относительное удлинение, % | Ударная вязкость, J | Окаленостойкость, С | Рабочая туроператора, С |
|---|---|---|---|---|---|
| 380 | 560 | >35 | >32 | 850 | -120 до +400 |
Важно знать
100% ПРОИЗВЕДЕНО В РОССИИ
100% РОССИЙСКОЕ СЫРЬЕ, НЕЗАВИСИМОСТЬ ОТ ИНОСТРАННЫХ ПОСТАВЩИКОВ
100% НЕМЕЦКАЯ ФОРМУЛА, ГАРАНТИЯ ПРЕВОСХОДНОГО КАЧЕСТВА
Сварочные параметры:
| AC, DC |
 |
Положения сварки:
| PA | PB | PC | PD | PE | PF | PG |
 |
 |
 |
 |
 |
 |
 |
Дополнительные формы изготовления:
| Процесс сварки | Сварочная продукция | Наименование материала |
|---|---|---|
| TIG | Прутки для сварки неплавящимся электродом в среде инертных газов | ZELLER Т 308L |
| MIG/MAG | Сплошная проволока для сварка в среде защитных газах | ZELLER G 308L |
| FCAW | Порошковая проволока для сварки в среде защитных газах | ZELLER G AF 308L |
| FCAW | Самозащитная порошковая проволока | ZELLER AF 308L |
Полный или частичный аналог импортных материалов:
UTP 68MoLC, EutecTrode E308-17, CAPILLA 308L, MAGMAWELD EI 308LRS, OK 61.30, OK 61.35, FOX EAS 4 (4M-A), Limarosta 308, Finox 4316AC, Kjellberg 4316AC, CARBO 4316AC, Restaw 2080
Рекомендуемые параметры тока 42 V, фасовка(некоторые данные могут отличаться)
| Размер | Ток ( A ) | шт/пачка | Шт/картон | kg / 1000 | kg / пачка | kg / картон |
|---|---|---|---|---|---|---|
| 1,6 x 250 | 20 — 40 | 530 | 2121 | 6,6 | 3,5 | 14,0 |
| 2,0 x 300 | 30 — 60 | 345 | 1379 | 11,8 | 4,0 | 16,0 |
| 2,5 x 350 | 50 — 80 | 221 | 884 | 18,1 | 4,0 | 16,0 |
| 3,0 x 350 | 70 — 110 | 140 | 559 | 35,1 | 5,0 | 20,0 |
| 4,0 x 350 | 90 — 140 | 92 | 369 | 53,2 | 5,0 | 20,0 |
| 5,0 x 450 | 120 -180 | 55 | 221 | 110,9 | 6,0 | 24,0 |
| Коэффициент наплавки | Производительность наплавки (Ø4мм) | Расход электродов на 1 кг металла | Макс. толщин а свариваемого изд. | При необходимости прокалка |
|---|---|---|---|---|
| г/А·ч | кг/ч | кг | мм | 1 ч |
| 11,5 | 1,9 | 1,6 | 30 | 350C |
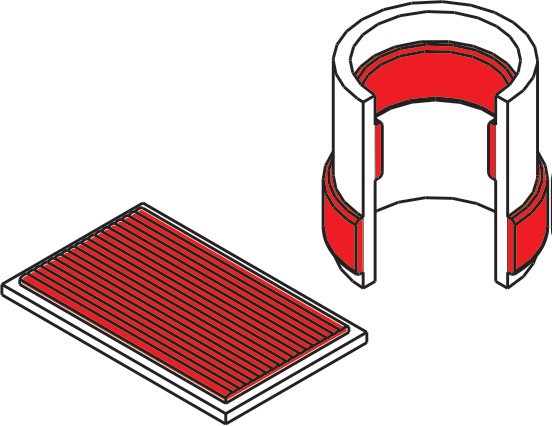
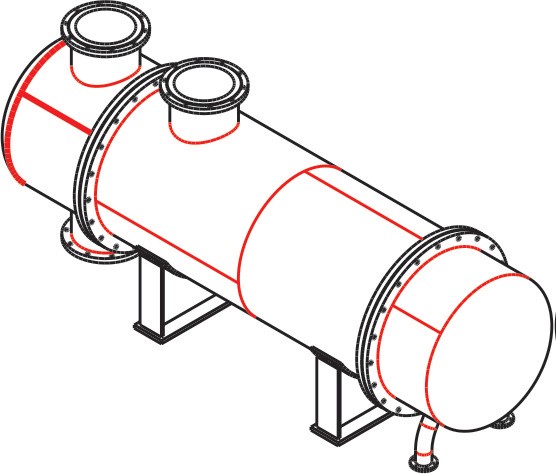
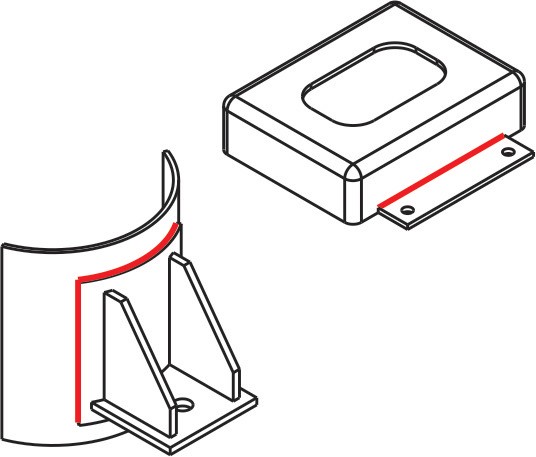
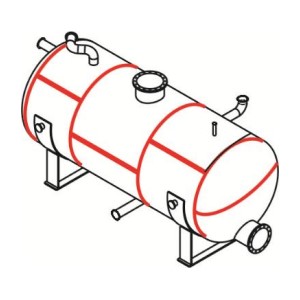
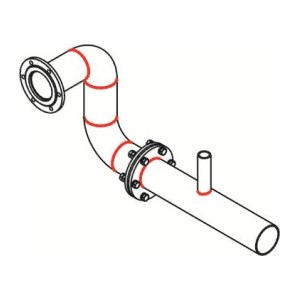
Примеры использования сварочного материала:
-
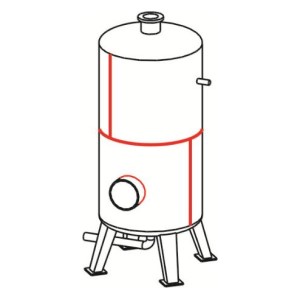
Резервуары -
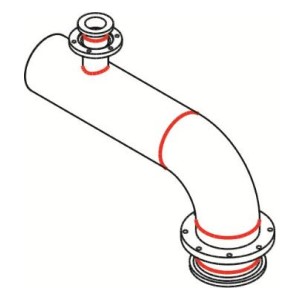
Трубы -
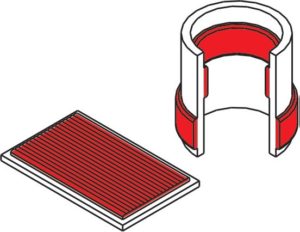
Плакирование -

Отводы -
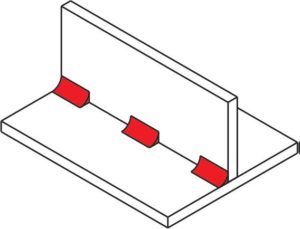
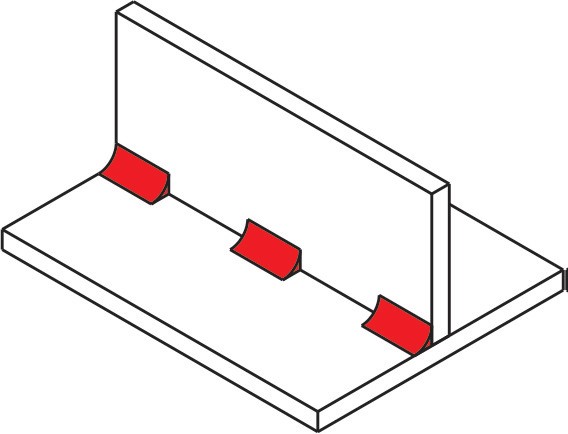
Сварка прихватками
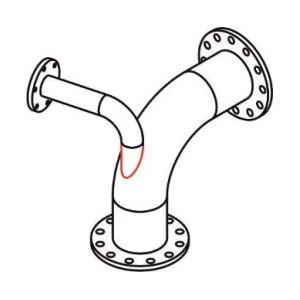
-
Запорная арматура -
Резервуары -
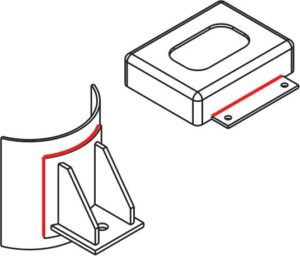
Посадочные места -
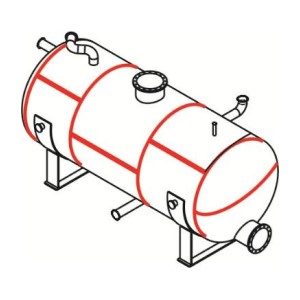
Ремонт трещин -
Трубопроводы
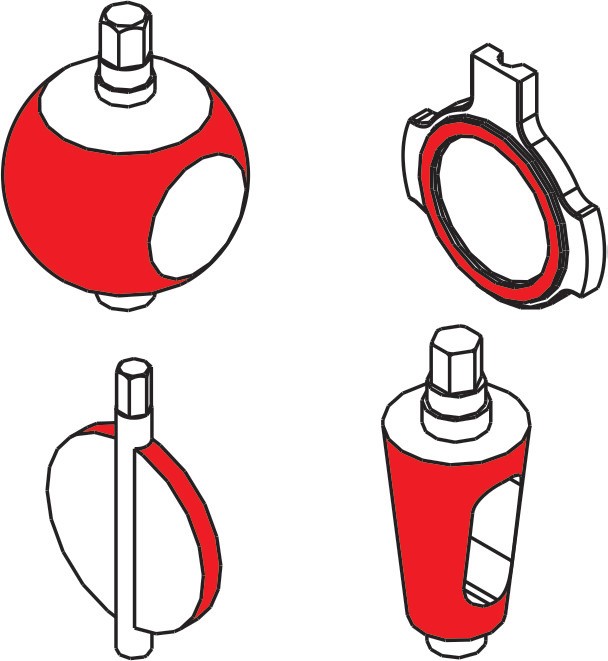
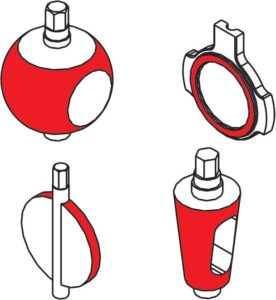
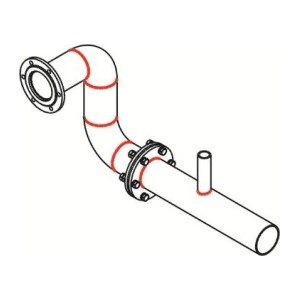
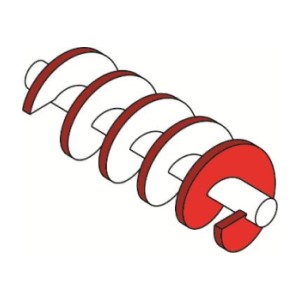
-
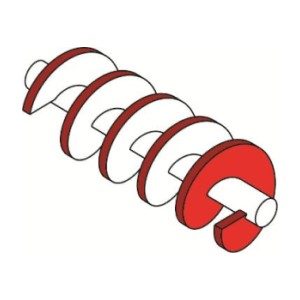
Наплавка шнеков -
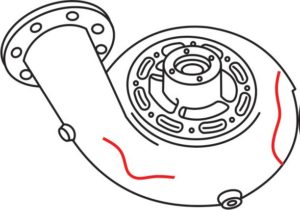
Ремонт улиток
Инструкция по сварке:
Специфика сварки нержавеющей стали: 1. Теплопроводность нержавеющей стали ниже, чем у обычного железа в 1,5-2 раза. При остывании могут появиться микротрещин. 2. Электрическое сопротивление выше, чем железа. Из-за этого легированные электроды перегревается при проведении сварочных работ.
СОБЛЮДАЙТЕ ТЕХНОЛОГИЮ:
- Закрепите изделие.
- Полностью очистить область сварки. Грязь, ржавчину, масло, жир удалить механическим или химическим способом. Стенки металла, созданного при помощи плазменной резки, следует зашлифовать. Механическая очистка осуществляется щётками из нержавеющей стали.
- Произвести разделку кромок напильником или болгаркой с диском для нержавеющей стали. При сварке тонкого металла до Ø4 мм стачивать кромки не нужно, заготовки прижимают максимально близко друг к другу.
- На держатель установите плюс, минус присоедините к клемме, установите ток.
- Для сталей до 5 мм используйте электрод Ø2,5 мм; H6-12 Ø3,0 мм; >H13 Ø4 мм.
- Сварку осуществлять без предварительного нагрева.
- Важно, чтобы дуга зажигалась в зоне сварке, чтобы не происходило снижения коррозиоустойчивости основного материала.
- Сварка: электрод удерживают под углом 45–60 градусов, направляя к себе или в сторону. Провести сварку короткой дугой избегая колебаний, практически с опиранием на обмазку электрода.
- Максимальная температура между проходами 150 °C
- Шов на тонкостенных деталях (менее 4 мм) прихватывают в 3–5 местах, после чего начинают основную сварку. Стежки делают мелкими, стараясь работать быстро.
- В конце сварного шва нельзя обрывать дугу сразу, электрод перемещают назад на верхний край сварочной ванны, который предотвратит появление свищей и трещин.
- Шлак отбивать не нужно, он должен отойти сам. Если этого не произошло, дайте немного остыть детали и нержавеющим молотком аккуратно сбейте его.
- Готовый шов: оставляют остывать без принудительного охлаждения для постепенной кристаллизации — метод препятствует возникновению внутренних напряжений.
- Не требуется PWHT (postweld heat treatment) – после сварочной термической обработки сварочных соединений.
В зависимости от положения деталей в пространстве существуют особенности в работе:
- Горизонтальный шов – самый простой и востребованный вариант соединения. Расплавленный металл не вытекает из ванны. Сварщик должен обращать внимание на достаточный прогрев заготовок в зоне контакта и не допускать прожигание металла. При работе «стык в стык» желательно подложить под детали термоотводящую подкладку, например, лист металла.
- Т-образное соединение имеет лучшее охлаждение, но существует вероятность деформации сварной конструкции при остывании. Обычно детали наклоняются в сторону соединения.
- Вертикальный шов требует снизить сварочное напряжение на 10-15% от номинала. В противном случае вероятно вытекание расплавленной массы из шва.
- Потолочное соединение – наиболее технологически сложный прием. Расплавленная нержавейка удерживается в зоне сварки только за счет поверхностного натяжения. Поэтому необходимо тонко настраивать все режимы, как подачу, так и сварочный ток.
Нержавеющая сталь и нержавеющий сварочный материал приобретут снова свои свойства только тогда, когда будут удалены плёнка оксидов и цветное пятно, оставшееся после сварки. Это можно сделать механически или травлением.
Рекомендуем использовать пасту для травления, она:
- Восстанавливает поверхность нержавеющей стали, поврежденную, например, сваркой или местной коррозией путем удаления окисей, хрома.
- Улучшает результаты травления, придавая поверхности блеск и уменьшая обесцвечивание металла по сравнению с классическими препаратами.
- Не имеющая аналогов запатентованная паста.
- Обеспечивает высокую производительность и экономичное использование благодаря голубому цвету пасты, видимому на поверхности металла, и текучей консистенции, облегчающей использовани.
Результаты испытаний:
Результаты испытаний механических свойств, состава электрода и уровней диффузного водорода были получены от сварки, произведенной и протестированной в соответствии с установленными стандартами, и не должны считаться ожидаемыми результатами в конкретном применении или сварном соединении. Фактические результаты будут варьироваться в зависимости от многих факторов, включая, но не ограничиваясь, сварочной процедурой, химическим составом пластины и температурой, дизайном сварного соединения и методами его изготовления.
Пользователям рекомендуется подтвердить с помощью квалификационного тестирования или других соответствующих средств пригодность любого сварочного расходного материала и процедуры перед использованием в предполагаемом применении.
Заявления о составе и применении предназначены только для информации заявителя. Заявления о механических свойствах всегда относятся к цельнометаллическому сварному шву в соответствии с действующими стандартами.
Завод НСМ может изменять характеристики своей продукции без предварительного уведомления. Мы рекомендуем заявителю самостоятельно проверять наши продукты на предмет их специального применения.
Качество сварки:
Образование пор может быть вызвано следствием наличия влаги на свариваемых кромках, ржавчины, краски или смазки. Наибольшую опасность представляют червеобразные поры, причиной которых являются сильное загрязнение поверхностей или влажные электроды. При перемещении из холодного цеха, склада или с улицы в теплое помещение заготовки или электродов, на поверхности может происходить конденсация нежелательной влаги, что в свою очередь приводит к появлению через несколько часов и даже дней холодных трещин в шве или зоне ЗТВ. Также причиной холодных трещин может быть ржавчина, краска, смазка или свариваемый металл (низкого качества).
Дополнительная важная информация:
- Хотя сплавы ZELLER E308L-16 обладают хорошей устойчивостью к высокотемпературному окислению, дуплексный.металл сварного шва с высоким содержанием феррита подвержен охрупчиванию при температуре выше 300C и сигма-охрупчиванию при более высоких температурах. Поэтому этот сплав не используется там, где требуется высокотемпературная конструкционная служба или сварка плавлением с перемешиванием.
- Не рекомендуется для сварных швов, подвергающихся термической обработке после сварки.
- Не рекомендуется для заполнения больших зазоров 5 мм и более.
- Не рекомендуется для работы при отрицательных температурах или там, где требуется высокая ударная вязкость.
Прокалка сварочных электродов:
Благодаря специальному составу покрытия, электроды обладают высокой устойчивостью к поглощению
влаги. В дополнение, электроды поставляются в вакуумной упаковке, что защищает их от впитывания влаги.
Срок хранения в герметичной упаковке неограничен при соблюдении правил. После 3 лет хранения,
рекомендуется связаться с заводом НСМ и при необходимости проводить комплекс проверочных испытаний.
В случае необходимости обжиг: 1 час, 350С +/-10С
Не укладывайте электроды в сушильном шкафу более чем в четыре слоя.
Не рекомендуется прокаливать более 3 раз и не более 10 часов за один раз.
Транспортировка и хранение электродов:
ПОСЛЕ ВСКРЫТИЯ УПАКОВКИ
После вскрытия упаковки следует снова вскрытые упаковки запечатывать (желательно вакуумным
упаковщиком), если сварка прерывается на длительный период.
Хранение повторно высушенных электродов рекомендуется при температуре 50°C в печи можно без
ограничений, но рекомендуется максимум 6 недель. Условия хранения для открытой упаковки: < 60%
относительной влажности и > 18 °C.
Перед использованием просушить в соответствии с указанной температурой и временем. Но ни в коем случае,
просушка не должна длиться более 10 часов.
ЕСЛИ ЭЛЕКТРОДЫ БЫЛИ ПОДВЕРЖЕНЫ ВОЗДЕЙСТВИЮВЛАГИ
Повторно просушите 1 час, 350С +/-10С для восстановления до состояния, в котором они были упакованы. Электроды, получившие серьезные повреждения от воздействия на них влаги должны быть забракованы. Если у электродов произошло повреждение обмазки, связанное с ее осыпанием, такими электродами варить нельзя, и они должны быть забракованы.
ХРАНЕНИЕ
Нержавеющие сварочные электроды хранят в сухих отапливаемых помещениях, используя герметичную упаковку. Неправильные условия хранения могут привести к ухудшению свойств покрытия, нестабильной дуге, пористости шва и другим дефектам.
- Температура хранения — не ниже +18 °C.
- Влажность — не более 50%. Рекомендуется обеспечить гидроизоляцию, так как влагопоглощающие покрытия могут впитывать дождевую воду.
- В зимнее время, для достижения требуемого уровня содержания влаги, достаточно поддерживать температуру хранения на 10°С выше температуры окружающей среды. Холодные упаковки перед вскрытием необходимо выдержать, чтобы они нагрелись до температуры окружающей атмосферы.
- Защита от механических повреждений — аккуратное обращение, избегание падений, электроды храните в горизонтальном положении.
- Использование специальных шкафов и сушильных камер — для длительного хранения применяют шкафы с подогревом, которые поддерживают постоянную температуру (обычно 100–150 °C), исключающую попадание влаги.
Чего нельзя делать: хранить электроды на бетонных или сырых поверхностях, оставлять упаковку вскрытой на открытом воздухе, складывать пачки вблизи источников влаги (водопровода, окон, неутеплённых стен). Если в процессе хранения электродов произошло изменение цвета обмазки, их необходимо забраковать или связаться со заводом НСМ и получить консультацию.
ТРАНСПОРТИРОВКА
- Использование крытого транспорта. Электроды транспортируют любыми видами транспорта, но правила перевозок зависят от конкретного вида транспорта.
- Температура окружающей среды не должна опускаться ниже 15°С. Низкие температуры, особенно сильные морозы, пагубно влияют на состояние электродов.
- Нанесение манипуляционных знаков на коробки с электродами: «Осторожно, хрупкое!» и «Боится сырости».
- Во избежания повреждения не следует ставить друг на друга более 6 коробок.
- Паллеты с электродами недопустимо перевозить в несколько ярусов, сокращая количество рейсов или экономя место в грузовом транспортном средстве.
| Форма | Электрод |
|---|---|
| Назначение | Сварка |
| Тип свариваемого материала | Высоколегированные стали, Сварка нержавеющих, кислотостойких и жаропрочных сталей |
| Температурный режим | '-60, 350 |



