


Сварочная проволока ZELLER G AF 706Co
 Сварочная проволока ZELLER G AF 706Co
Сварочная проволока ZELLER G AF 706Co- Описание
- Характеристики
Высокопрочная наплавка противостоящая кавитации, ударам, эрозии, коррозии, давлению, абразивному износу и высоким температурам до 800°C.
Область применения:
Порошковая проволока ZELLER G AF 706Co применяется для наплавки высококачественных твёрдых покрытий. Металл шва имеет аустенитно-ледебуритную структуру с включениями CrW карбидов. Проволока незаменима при нанесении на покрытия, подвергаемых одновременно эрозии, коррозии, кавитации, ударам, давлению, абразивному износу, трению металла о металл, высоким температурам до 800°C и нагрузкам.
Рекомендован для наплавки рабочих поверхностей паровых клапанов, клапанов и сёдел двигателей внутреннего сгорания, запорной арматуры, поверхности пар скольжения по металлу, экструзионных головок, насосов работающих при высокой температуре, горячережущего инструмента под большим напряжением, но без термического шока, дрели, мешалки.
Сварочные характеристики:
Наплавленный металл имеет отличные характеристики скольжения, полировки и высокую твёрдость, немагнитный. Структура металла шва аустенитно-ледебуритная содержит карбиды CrW, хорошо обрабатывается абразивным инструментом. Лёгкое отделение шлака, однородный, слегка волнистый шов.
Механические свойства:
| Твердость, HRC | Твердость, HV | Твердость, HRС при t=300°С | Твердость, HRC при t=600°С | Металл шва | max рабочая температура, °С | Температура плавления, °С | Плотность, г/cм3 |
|---|---|---|---|---|---|---|---|
| 42 | 420 | 35 | 29 | Co-Cr-W | 800 | 1280-1390 | 8,3 |
Род и полярность тока:
| DC |
 |
Положения сварки согласно EN 26947 :
| PA | PB | PC |
 |
 |
 |
Рекомендуемые параметры тока, фасовка, производительность:
| Диаметр проволоки Ø, мм | Сила тока, DC A | Напряжение, В | Фасовка, кг | Защитный газ М12 | Защитный газ M13 | Защитный газ M21 |
|---|---|---|---|---|---|---|
| 1,2 | 80-200 | 16-23 | 15 | — | — | |
| 1,6 | 100-260 | 18-27 | 15 | — | — | |
| 2,0 | 120-320 | 19-28 | 15 | — | — | |
| 2,4 | 160-380 | 19-29 | 15 | — | — |
Рекомендуемый состав газовой смеси: Ar(99%) O2(1%)
Примеры использования сварочного материала:
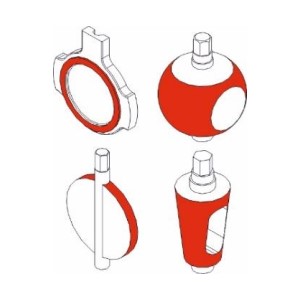
Запорная арматура 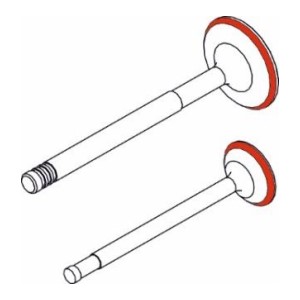
Клапаны 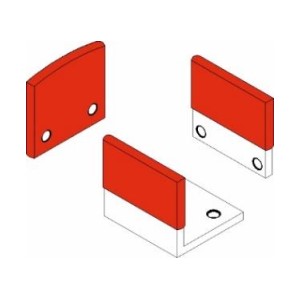
Лопатки смесителей 
Ножи горячей резки 
Клапана и сёдла 
Запорная арматура 
Крыльчатка насоса 
Экструзионный винт 
Экструзионная головка 
Боёк 
Улитка насоса
Технология сварки:
1. Зачистить область сварки до металлического блеска.
2. Произвести предварительный подогрев до 500°С±100°С.
3. Охлаждение сваренной детали медленное или совместно с печью.
4. Термообработка после сварки необходима для деталей большой толщины при 700°С.
5. Электроды перед сваркой прокалить в печи при 340-360°С продолжительностью 1час.
| Форма | Проволока |
|---|---|
| Назначение | Наплавка |
| Среда | Защищенный газ |
| Вид износа | Абразивный, Давление, Коррозионный, Температурный, Ударный, Эрозионный |
| Температурный режим | 20, 800 |
| Твердость по Роквеллу (HRC) | 42 HRC |
| Твердость по Виккерсу (HV) | 420 HV |



