


Сварочный электрод ZELLER 340N
 Сварочный электрод ZELLER 340N
Сварочный электрод ZELLER 340N- Описание
- Характеристики
- Отзывы
Электрод для сварки и наплавки бронзы, меди, латуни и соединения различных сплавов.
Область применения:
ZELLER 340N служит для сварки и наплавки алюминиевой бронзы особенно с высокимсодержанием Mn, а также меди, латуни, стали, серого чугуна. Благодаря высокойкоррозиоустойчивости в морской воде, он прекрасно подходит для судостроения(винты кораблей, помпы и фиттинги), химической индустрии (клапана, помпы)прежде всего, где воздействует химически агрессивная среда совместно с эрозией.Высокий фрикционный коэффициент делает этот материал идеальным средством длянаплавки на валы, штампы, прессформы, трущиеся поверхности, вкладышиподшипников, пуансоны и т.п.
Сварочные характеристики:
ZELLER 340N отличают высокие сварочнотехнологические характеристики, отсутствие козырька, хорошее шлакоотделение. Наплавленный металл имеет гладкую поверхность, хорошо обрабатывается, трещиностоек, устойчив к образованию пор, обладает высокими механическими свойствами и отличной коррозионной устойчивостью в окислительных средах.
Механические свойства:
| Предел текучести, Rp МПа |
Предел прочности, Rm МПа |
Относительное удлинение, А5 % |
Твердость, HB | Металл шва |
|---|---|---|---|---|
| 400 | 660 | 25 | 220 | Cu-Mn-Al-Ni |
Род и полярность тока:
| DC |
 |
Положения сварки согласно EN 26947 :
| PA | PB | PF |
 |
 |
 |
Рекомендуемые параметры тока, фасовка, производительность:
| Ø (мм) | L (мм) | Сила тока, А | Фасовка, кг | Электродов в пачке |
Электродов в 1 кг |
|---|---|---|---|---|---|
| 2,5 | 350 | 50-80 | 5,0 | 240 | 48 |
| 3,2 | 350 | 80-120 | 5,0 | 142 | 28,4 |
| 4 | 350 | 120-150 | 5,0 | 94 | 18,8 |
Примеры использования сварочного материала:
-
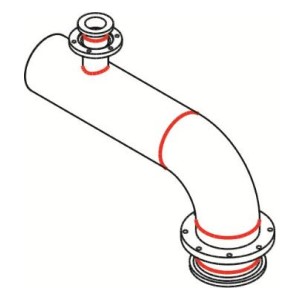
Сварка медных труб -
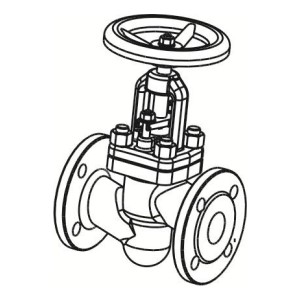
Сварка запорной медной арматуры -
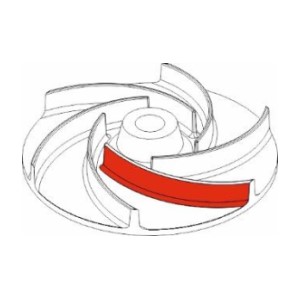
Крыльчатка насоса -
Наплавка гребных винтов -
Наплавка кромок колёс насоса -
Восстановление посадочных мест -
Сварка меди со сталью -
Плакирование стали
Рекомендации по сварке:
1) Рекомендована просушка электродов перед сваркой в течении 1 часа при 190210°C.
2) Тщательно очистите зону сварки.
3) Для деталей покрытых окалиной (топка, фурма, поддув и т.п.) поверхность необходимо обработать флюсом (рекомендации по флюсу просите у представителя ZELLER WELDING).
4) При наплавке нескольких слоёв, следует удалить плёнку оксидов с поверхности предыдущего слоя.
5) Электрод держать по возможности максимально вертикально. Варить короткой дугой.
6) Небольшие колебания улучшают качество сварки.
7) Рихтовка в горячем состоянии увеличивает прочность и улучшает ковкость.
8) При сварке деталей с толщиной стенки свыше 5мм требуется предварительный подогрев 300°С — 600°С.
9) Рекомендуем использовать максимально большие диаметры электродов.
Сварка меди со сталью
Когда сваривают медные сплавы со сталями (в том числе и с коррозионностойкими), следует применять буферную технологию. Медь имеет температуру плавления на несколько сотен градусов ниже, чем сталь, что вызывает образование горячих трещин. В этих случаях должен использоваться никелевый или медно никелевый буферный слой. Буферный слой может накладываться либо со стороны меди, либо со стороны стали. В обоих случаях для наплавки буферных слоев следует использовать электроды из чистого никеля ZELLER 888.
Для окончательного заполнения разделки используют электроды из коррозионностойкой стали ZELLER 6809 LC или из бронзы ZELLER 340N (в зависимости от того, на какой стороне находится буферный слой). Когда буферные слои наносят со стороны меди или бронзы, следует применять предварительный подогрев до 300-500°С.
При сварке тонколистового металла может быть подогрет только металл, находящийся в зоне разделки. При наложении буферного слоя со стороны стали, температура предварительного подогрева определяется температурой подогрева этой стали. При наложении буферного слоя со стороны стали и при использовании электродов на медной основе, медная деталь должна быть подогрета до 150-200°С.
При наложении буферного слоя со стороны медного сплава и при использовании электродов на никелевой основе, нет необходимости в предварительном подогреве, т.к. изолирующий никелевый слой эффективно снижает высокую теплопроводность меди.
| Форма | Электрод |
|---|---|
| Назначение | Сварка |
| Тип свариваемого материала | Сварка меди и её сплавов |
| Твердость по Бринеллю (HB) | 220 HB |




Отзывы
Отзывов пока нет.