Общий
Сварка алюминия плавлением с точки зрения количества осажденной добавки в основном выполняется с помощью процесса MIG (металлический инертный газ). Помимо сварки MIG, сварка TIG (вольфрам в среде инертного газа) имеет большее значение при изготовлении контейнеров и аппаратов, а также при обработке листового металла толщиной менее 2 мм. Однако в настоящее время сварка TIG заменяется сваркой MIG, особенно в диапазоне толщины листа менее 2 мм. Причина этого заключается в достижениях в технологии импульсной сварки MIG, которая позволяет надежно обрабатывать более тонкие листы.
Что общего у процессов MIG и TIG, так это инертный защитный газ (аргон, гелий или смеси аргона и гелия) и сварочная ванна. Основные отличия заключаются в используемом электроде и источнике питания. В то время как сам присадочный материал используется в качестве электрода при сварке MIG, а источник питания имеет характеристику постоянного напряжения, при сварке TIG используется неплавящийся вольфрамовый электрод, а источник питания имеет характеристику постоянного тока.
В то время как сварка MIG может быть очень хорошо механизирована (роботы), это возможно только в ограниченной степени при сварке TIG. По этой причине, а также из-за принципиально более высокой скорости наплавки процесса MIG сварка MIG будет приобретать все большее значение в будущем.
Дополнительные материалы
Подходящий присадочный материал можно выбрать с помощью таблиц в этом каталоге или с помощью калькулятора материалов. Однако эти инструменты не могут учесть всех конструктивно-металлургических особенностей и прочности основного материала. По этой причине во многих случаях не обойтись без собственных исследований и тестов перед релизом продукта. Качество и надежность процесса соединения могут быть напрямую связаны с качеством присадочного материала.
Сварка МИГ
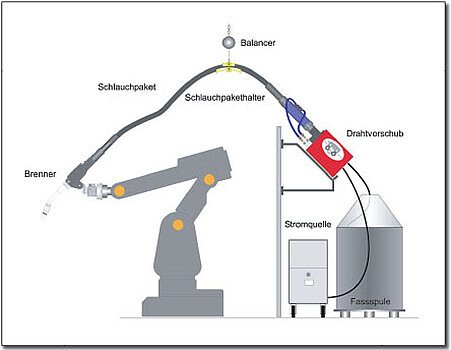
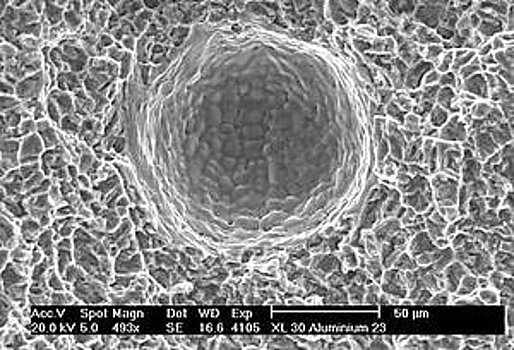
Дополнительные материалы отличаются исключительной чистотой и специальной обработкой поверхности. При сварке MIG присадочный материал также является электродом и подается в дугу в автоматическом процессе с катушки с проволокой через систему подачи проволоки через пакет шлангов горелки и контактную трубку. Сварочный ток подается на проволочный электрод незадолго до дуги. Скольжение и чистота поверхности имеют решающее значение для бесперебойной подачи проволоки, и проволочные электроды оптимизированы для этого. Они характеризуются стабильным и воспроизводимым процессом воспламенения и низким сопротивлением скольжению в шланг-пакете. Очень приятным побочным эффектом чистоты поверхности является значительно меньшее образование сварочного дыма, которые в немалой степени могут возникать из-за испарения примесей с поверхности проволоки. Сварные швы проволочными электродами отличаются минимально возможной пористостью и максимально возможной прочностью.
Механизм подачи проволоки должен быть оборудован в соответствии с инструкциями производителя по обработке алюминия. Это относится к форме роликов подачи проволоки, использованию пластиковых сердечников и выбору контактных трубок.
По сравнению с обработкой стальной проволоки внутренний диаметр контактной трубки должен быть больше. Например, диаметр отверстия в контактной трубке 1,6 мм хорошо зарекомендовал себя при диаметре проволоки 1,2 мм. Необходимо следить за тем, чтобы проволочный электрод нигде не терся на пути от катушки к дуге и чтобы его поверхность не была повреждена. Следует также отметить, что чистый алюминий и алюминиево-кремниевые сплавы мягче, чем алюминиево-магниевые сплавы, и поэтому их следует использовать только с толкающими системами подачи проволоки с более короткими пакетами шлангов горелки. При этом длина пакета шлангов горелки не должна превышать 3 м, тогда как у сплавов AlMg она может достигать 4 м.