Вы знали, что наш директор не только отличный руководитель, но и отличный преподаватель? На нашем ютуб канале вы можете увидеть обучающие видео ролики по сварки. В данной статье хотелось бы сделать пересказ урока, а полный урок вы можете посмотреть тут Сварка чугуна. Технология сварки чугуна. Сварка чугуна в домашних условиях. (youtube.com)
Итак. Какие же есть виды чугуна? Что такое вообще чугун? И в чем заключаются технологии сварки чугуна?
Чугун и его виды
Чугун — это сплав железа с углеродом, содержание которого превышает 2,14%. Основные виды чугуна: белый, серый, ковки и высокопрочный.
Белый чугун
Белый чугун имеет высокую твердость и хрупкость, не сваривается из-за графита в виде карбидов. Используется для помольных шаров цементной промышленности и горнодобывающей промышленности.
Высокопрочный чугун
Высокопрочный чугун получается путем введения в серый чугун добавок магния или церия, имеет шаровидную форму графита. Используется для изготовления ответственных высокоточных деталей, таких как коленвалы.
Серый чугун
Серый чугун имеет серый цвет излома, используется для получения отливок и обладает высокими литейными свойствами. Этот вид содержит до 3,6% углерода, что усложняет его сварку. Серый чугун довольно хрупкий, имеет низкую пластичность и удлинение. И при этом плохо воспринимает локальные усадки и может треснуть из-за неравномерного нагрева.
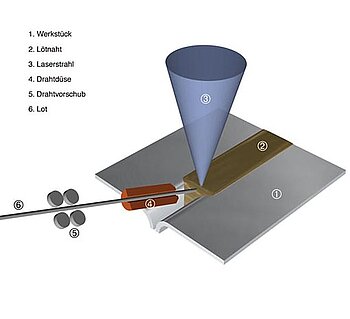
Сварка чугуна
В видео рассказывается о различных технологиях сварки чугуна, включая сварку на горячую и холодную. Также обсуждаются преимущества и недостатки каждой технологии, а также важность соблюдения технологии для достижения качественных результатов.
В видео представлены три основных вида сварочных материалов для сварки чугуна: Zeller 888, Zeller 855, Zeller 866. Обсуждаются их особенности и применение в различных случаях.
Технология сварки чугуна
Основные пункты технологии: тест, у-образная разделка, сварка короткими проходами (30 мм), проковка по горячим. Важность теста: подбор правильного сварочного материала.
Удаление поверхностной пленки, грязи, масла и других включений. Использование электрода для строжки для выжигания грязи и насыщения чугуна железом.
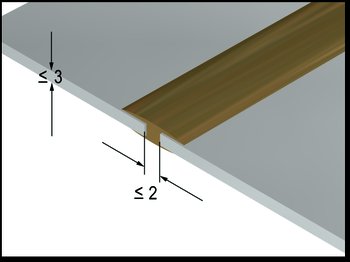
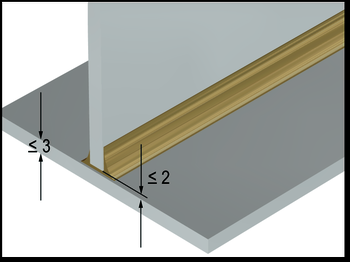
Длина и ширина сварочного шва
Длина шва: диаметр электрода умноженный на 10 мм.
Ширина шва: диаметр электрода умноженный на 2.
Техника ведения сварки
Начинать сварку с наименьшего возможного диаметра электрода для снижения внутреннего напряжения. Держать дугу максимально короткой для снижения температуры и избегания накопления тепла. Также необходимо контролировать температуру и избегать перегрева.
Ремонт деталей
В видео обсуждаются различные методы ремонта деталей, включая сварку и наплавку. Важно правильно подготовить поверхность детали перед сваркой, чтобы избежать появления пор и трещин. Если в первом слое появились поры, их необходимо удалить с помощью болгарки и провести повторную сварку. В случае необходимости, можно использовать многокомпонентную алюминиевую бронзу для восстановления посадочных мест под подшипники.
Итог:
В видео приводятся примеры выполненных работ, включая ремонт хромистого чугуна, сварку чугунных улиток и приваривание поворотной стрелы. Отмечается, что некоторые из этих работ могут быть выполнены только в случае крайней необходимости, так как они могут быть временным решением.
В целом, видео подчеркивает важность использования качественных материалов и правильного подхода к ремонту деталей для достижения наилучших результатов.
Ну как? Стало интересно? Тогда бегом смотреть Сварка чугуна. Технология сварки чугуна. Сварка чугуна в домашних условиях.
А также почитайте о сварки Алюминия, а точнее Анодирование