

Особенности
Сварка МИГ
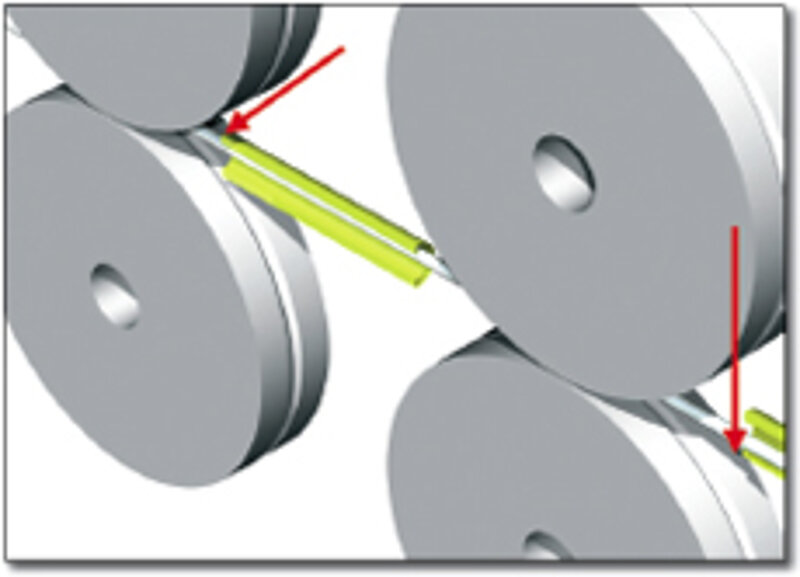
Истирание проволоки на металлических кромках
Необходимо следить за тем, чтобы проволочный электрод не скользил по твердым или металлическим кромкам во время транспортировки от катушки к контактной трубке и в результате не повреждался. Невралгические точки показаны, например, на схематических иллюстрациях справа. Направляющие трубы и входные сопла рядом с подающими роликами часто недостаточно точно отрегулированы, имеют слишком маленький диаметр или имеют заусенцы. То же самое касается и контактных трубок, которые часто не подходят для мягких проводов. Диаметр отверстия контактных трубок для алюминия должен быть примерно на 0,2 мм больше, чем для стали. Контактные трубки для стали обычно сверлят примерно на 0,15-0,2 мм больше диаметра проволоки, значит, контактные трубки для алюминия примерно 0,35-0,35-0,0.
Неправильно сконструированные ролики подачи проволоки
Ролики подачи проволоки для алюминиевой и медной проволоки должны быть изготовлены производителем специально для алюминия. Часто предлагается так называемая полукруглая канавка или аналогичная форма канавки.
На рисунке показаны распространенные ошибки, связанные с роликами подачи проволоки. Прижимное усилие роликов подачи проволоки должно быть установлено как можно ниже. Ни в коем случае нельзя увеличивать его, если возникают нарушения кормления, но необходимо искать и устранять причины этих нарушений.
Влага и протечки в газовых шлангах
Часто обнаруживается, что причиной водородной пористости является состояние газовых шлангов. Так бывает, что перепутали газовый и водяной шланги и в газовые шланги попала вода. В принципе, после такого случая газовые шланги следует заменить, так как полное высыхание уже невозможно. Еще одной причиной поглощения влаги является пористый или неподходящий материал трубок.
Согласно закону Фика, массы (газы) также диффундируют через кажущиеся плотными материалы, если парциальное давление соответствующего компонента внутри ниже, чем снаружи. Таким образом, влага из наружного воздуха диффундирует через стенку шланга, если внутри находится сухой защитный газ. Это может быть исправлено только минимально возможной проницаемостью материала шланга, короткими шлангами и большей толщиной стенок.
Загрязнение
Системы подачи проволоки и особенно все части, которые соприкасаются с проволочным электродом, должны содержаться в чистоте. Следует любой ценой избегать использования смазочных материалов и сварочного аэрозоля. Катушки с проволокой всегда должны быть закрыты и защищены от пыли и влаги.
Трение в системе подачи проволоки
Алюминий обычно имеет очень плохие свойства скольжения. Однако при сварке MIG необходимо подавать проволоку через направляющие каналы длиной несколько метров. Поэтому материал проволочных вкладышей имеет большое значение. Когда зажимные рычаги роликов подачи проволоки открыты, должна быть возможность протолкнуть проволоку через всю систему подачи, удерживая ее двумя пальцами с умеренным усилием. На современных источниках сварочного тока можно получить хорошее представление о трении в системе подачи проволоки путем измерения тока двигателя подачи. Оно едва ли должно превышать значение холостого хода и должно регулярно контролироваться.
Дуга слишком длинная
Установка слишком длинной дуги часто приводит к попаданию большого количества атмосферы в столб дуги. Это приводит к пористости и оксидным включениям. Поэтому параметры сварки всегда должны быть оптимизированы таким образом, чтобы была установлена максимально короткая дуга. Это часто требует большого опыта и влияния производителя сварочной системы.
TIG-сварка
При сварке TIG также важно следить за тем, чтобы открытые упаковки сварочных электродов всегда были закрыты и защищены от влаги и пыли. Например, рекомендуется снимать столько сварочных прутков, сколько потребуется для следующих нескольких часов сварки. Сварочный стержень можно очистить тонкой стальной ватой непосредственно перед обработкой. Сварочный стержень нельзя направлять голыми руками, а используемые перчатки должны быть сухими и обезжиренными. Необходимо следить за тем, чтобы конец сварочного стержня оставался в потоке защитного газа сварочной горелки до тех пор, пока он не остынет в достаточной степени, чтобы избежать чрезмерного окисления. Приведенные выше указания относительно влаги и утечек в газовых шлангах также относятся к сварке ВИГ.



