Основная классификация
Общий
Растущие требования по снижению повреждений приводят к использованию листовой стали с покрытием во многих секторах. Из различных способов защиты стали от коррозии особое значение имеет цинк из-за его благоприятных антикоррозионных свойств, с одной стороны, и низкой цены, с другой. Защита от коррозии, обеспечиваемая цинковой поверхностью, может быть обеспечена последующим горячим цинкованием готовых деталей или узлов. Это часто невозможно для сложных заготовок из-за деформации, вызванной погружением в жидкий цинк. Другой вариант – дальнейшая обработка рафинированного, т.е. оцинкованного, плоского проката. Эти готовые плоские изделия могут быть покрыты цинком либо электролитически, либо методом горячего цинкования. В зависимости от производственного процесса слой цинка, нанесенный на основной материал, обычно составляет от 1 до 20 мкм. Большое количество оцинкованного листового металла используется в автомобилестроении, в строительной промышленности, в технике вентиляции и кондиционирования воздуха, в строительных услугах, для производства бытовой техники и в мебельной промышленности. Цинк приобрел большое значение для защиты стали от коррозии не только из-за его способности образовывать поверхностные слои с барьерным эффектом, которые должны сначала подвергнуться коррозии до того, как сталь заржавеет, но также из-за его катодного защитного действия. Если защитный цинковый слой поврежден, цинковое покрытие на железе обеспечивает катодную защиту. Этот защитный эффект действует на расстоянии 1-2 мм от непокрытой поверхности. Катодное дистанционное защитное действие цинка защищает как непокрытые края реза листового металла, так и микротрещины, вызванные холодной штамповкой, а также область вокруг сварных швов, в которой происходит испарение цинка. Благодаря катодной защите также можно полностью исключить коррозию под слоем цинка от кромки реза.
Дуговая пайка оцинкованных листов
Цинк начинает плавиться примерно при 420 градусах Цельсия и испаряется примерно при 906 градусах Цельсия. Эти свойства оказывают неблагоприятное воздействие на любой процесс сварки, так как процесс испарения цинка начинается задолго до того, как расплавится основной материал. Пары и оксиды цинка могут привести к образованию пор, несплавлению, растрескиванию и нестабильному горению дуги. Поэтому для оцинкованных листов лучше, если вводится меньше тепла или основной материал не плавится. Поэтому альтернативой при сварке оцинкованного листового металла является использование присадочных материалов на основе меди (бронзы).
Проволоки с медно-кремниевыми ( например, МЛ CuSi3 ) и алюминиево-бронзовыми сплавами (МЛ CuAl8). Использование этих проводов дает следующие преимущества:
- Отсутствие коррозии паяного шва
- Минимальное разбрызгивание
- Низкая эрозия покрытия — низкое тепловложение
- Легкая отделка шва
- Катодно-защитный эффект основного материала в непосредственной близости от шва
Из-за высокого содержания меди эти бронзовые проволоки имеют относительно низкую температуру плавления (в зависимости от компонентов сплава, от 1000 до 1080 °C). Основной материал не плавится, т.е. соединение больше похоже на пайку. В процессах дуговой пайки флюсы обычно не требуются.
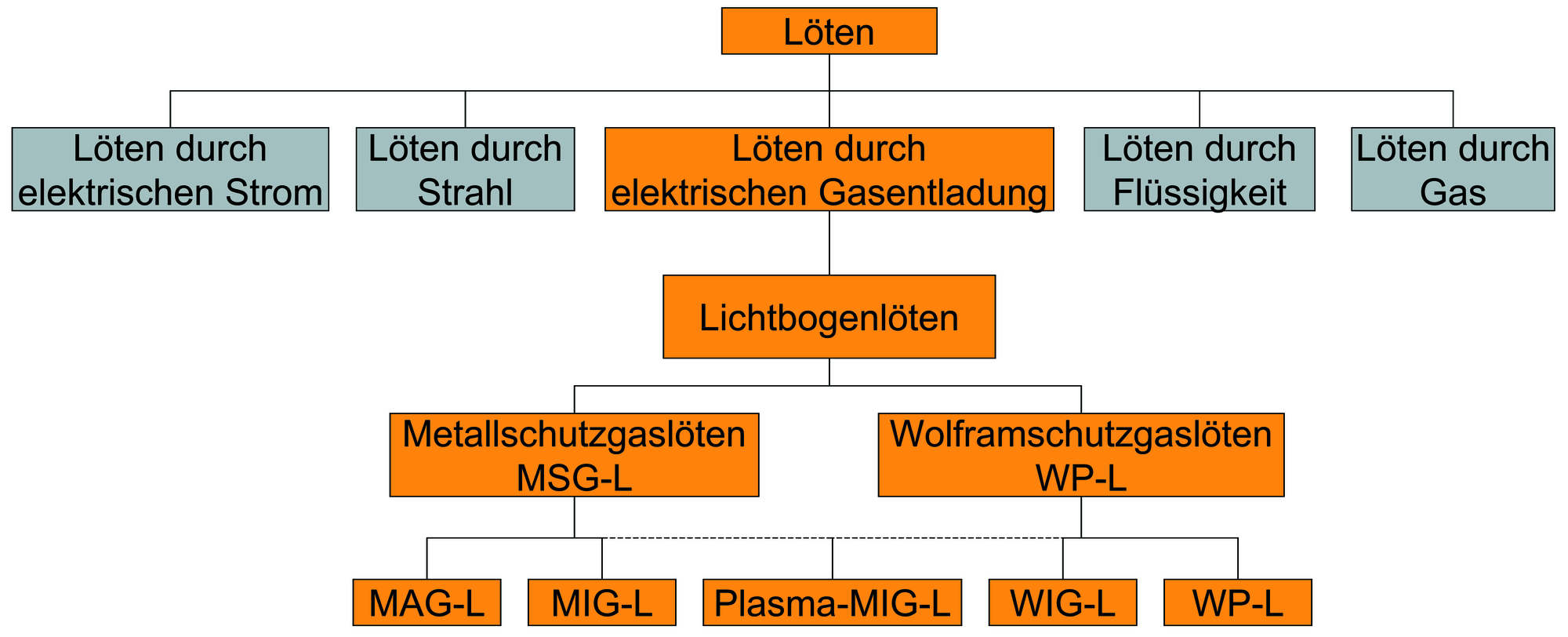
Классификация процессов дуговой пайки
Процессы дуговой пайки можно разделить на процессы пайки в защитном газе металлом (MSG) и вольфрамовом защитном газе (WSG). Принцип дуговой пайки во многом идентичен сварке MSG или (вольфрамовой) плазменной сварке с присадочным материалом в форме проволоки.