ZELLER 855
Универсальный электрод для сварки, наплавки, ремонта и изготовления деталей из высокопрочного и ковкого чугуна без предварительного нагрева, сварки чугуна с конструкционными или литейными сталями.
Область применения:
ZELLER 855 универсальный электрод с графитовым покрытием и ферроникелевым сердечником для сварки, наплавки, ремонта, восстановления и изготовления различных деталей и узлов из высокопрочного чугуна (с шаровидным графитом) и ковкого чугуна без предварительного нагрева. Обеспечивает сварку чугуна с конструкционными или литейными сталями. Позволяет осуществлять сварку серого чугуна. Идеально подходит для ремонтной сварки станин станков, корпусов насосов, блоков цилиндров двигателей и корпусов коробки передач, штампов из модифицированного чугуна.
Свариваемые материалы и сплавы:
| ГОСТ 1412 Серый чугун (с пластинчатым графитом) | ГОСТ 7293 Высокопрочный чугун (с шаровидным графитом) | ГОСТ 1215 Ковкий чугун (ферритный) |
|---|---|---|
| СЧ10 СЧ20 СЧ25 СЧ15 СЧ21 СЧ30 СЧ18 СЧ24 СЧ35 | ВЧ 35 ВЧ50 ВЧ80 ВЧ40 ВЧ60 ВЧ100 ВЧ45 ВЧ70 | КЧ 35-10 КЧ 65-3 КЧ 45-7 КЧ 70-2 КЧ 55-4 |
| DIN 1691 Gußeisen mit Lamellengraphit (Grauguß) | DIN 1693 Gußeisen mit Kugelgraphit (Sphätoguß) | DIN 1692 Schwarzer Temperguß (nicht entkohlend geglüht) |
|---|---|---|
| GG-10 GG-20 GG-30 GG-15 GG-25 GG-35 GG-150HB GG-220HB GG-170HB GG-240HB GG-190HB GG-260HB | GGG-35.3 GGG-60 GGG-40 GGG-70 GGG-40.3 GGG-80 GGG-50 | GTS-35-10 GTS-65-02 GTS-45-06 GTS-70-02 GTS-55-04 |
| EN 1561 Grey cast iron | EN 1563 Spheroidal graphite cast irons | EN 1562 Black malleable iron (not deZELLERrised glowed) |
|---|---|---|
| EN – GJL-100 EN – GJL-HB155 EN – GJL-150 EN – GJL-HB175 EN – GJL-200 EN – GJL-HB215 EN – GJL-250 EN – GJL-HB235 EN – GJL-300 EN – GJL-HB255 EN – GJL-350 | EN-GJS-350-22C-LT EN-GJS-450-10 EN-GJS-350-22C-RT EN-GJS-500-7 EN-GJS-350-22 EN-GJS-600-3 EN-GJS-400-18-LT EN-GJS-700-2 EN-GJS-400-18-RT EN-GJS-800-2 EN-GJS-400-18 EN-GJS-900-2 EN-GJS-400-15 | GJMB-350-10 GJMB-650-2 GJMB-450-6 GJMB-700-2 GJMB-550-4 |
Сварка вышеперечисленных марок чугунов между собой, либо для их сварки с конструкционными или литейными сталями.
Сварочные характеристики:
Электрод ZELLER 855 обладает отличным первичным и последующим (повторным) поджигом, стабильной и мягко горящей дугой с низким разбрызгиванием металла, хорошим сплавленим с основным металлом детали, очень высокой трещиностойкостью и прочностью на разрыв металла сварочного шва, легко отделяющимся шлаком. Наплавленный металл идентичен цвету металла детали или узла. Металл и переходная зона шва отлично обрабатывается режущим инструментом. Твердость наплавленного металла 170-190HB. Электрод дает возможность выполнять сварку как на постоянном токе так и на переменном, но для достижения наилучших результатов рекомендуем выполнять сварку на постоянном токе обратной полярности (плюс наэлектроде).
Механические свойства:
| Предел текучести, Rp МПа | Предел прочности, Rm МПа | Относительное удлинение, А5 % | Твердость, HB | Металл шва |
|---|---|---|---|---|
| 500 | 350 | 10 | 170-190 | Fe-Ni |
Род и полярность тока:
| AC;DC /- |
 |
Положения сварки согласно EN 26947 :
| PA | PB | PC | PD | PE | PF | PG |
 |
 |
 |
 |
 |
 |
 |
Рекомендуемые параметры тока, фасовка, производительность:
| Ø (мм) | L (мм) | Сила тока, А | Фасовка, кг | Электродов в 1 пачке | Электродов в 1 кг |
|---|---|---|---|---|---|
| 2,5 | 300 | 60 – 80 | 5 | 314 | 62,8 |
| 3,2 | 350 | 70 – 100 | 5 | 160 | 32 |
| 4 | 350 | 90 – 130 | 5 | 105 | 21 |
| 5 | 450 | 140- 160 | 6 | 63 | 10,5 |
Примеры использования сварочного материала:
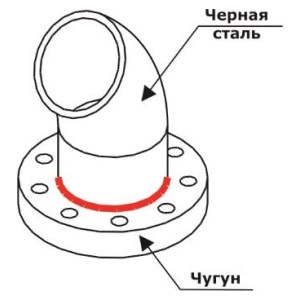
Сварка чугуна со сталью 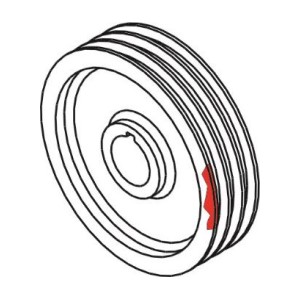
Ремонт шкивов 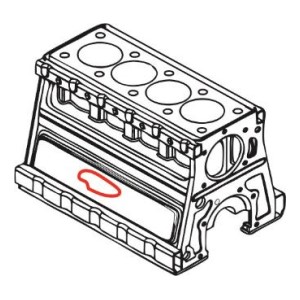
Ремонт блока цилиндров 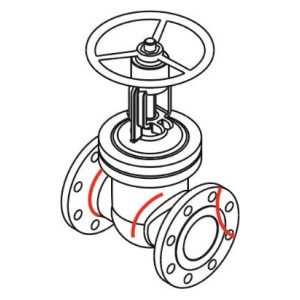
Ремонт запорной арматуры 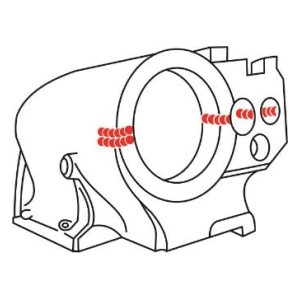
Корпусные детали 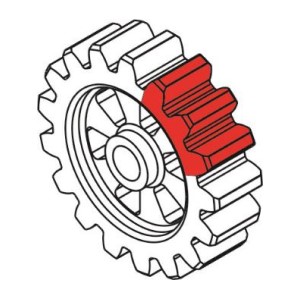
Восстановление зубьев 
Восстановление посадочных мест
Технология сварки:
Электроды пред сваркой прокалить в печи при 110-130°С продолжительностью 1час (при необходимости). Пошаговую технологию сварки чугуна Вы можете получить обратившись к нашим менеджерам, посетив наш сайт или канал ютуб.
 ZELLER 855
ZELLER 855


